深耕電阻焊自動化設備智造領域全自動焊接生產線解決方案定制廠商
 服務熱線:400-856-5786
服務熱線:400-856-5786
服務熱線:400-856-5786

偉本公司的這位客戶想要找一臺電梯門板加強筋焊接專機設備,要求是要能夠單面雙點焊接,焊點牢固、焊接背面無痕。根據客戶的要求,上海鸿运国际推薦客戶使用MD-40-2C龍門式焊機,下面跟著鸿运国际小編詳細了解一下整體方案思路。

1 、焊件描述
1.1 產品名稱:電梯門板;
1.2 產品材料及規格:門板、加強筋,δ1.5mm 冷板;
1.3 焊接要求:單面雙點焊接,焊點牢固、背面無痕;
1.4 設備及工裝要求:工件縱向移動,焊頭橫向移動,不同規格產品通過調換程序參數來完成。機構合理,運行穩定;
1.5 焊接過程:物料到工裝位后,自動定位夾緊、工裝帶動產品自動移動、自動焊接;生產節拍不大于 108S.(按下圖產品評估)

1.6 電極修磨形式 :上焊頭電極帽采用修磨器設備程序自動修磨,下焊接平板條電極需人工拆下上加工設備修磨。
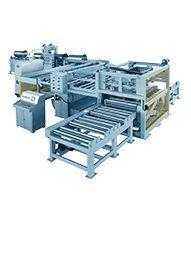
2、焊接設備總體結構簡述:(設備示意圖如下圖示)
根據要求,鸿运国际推薦選用一臺 MD-40-2C 龍門式焊機,1 套 MD-40 中頻焊接電源,2 套上焊接加壓頭,1 套下頂升焊接機構。配合一條自動步進輸送系統,移動小車上的定位工裝可以根據不同規格產品來調節。門板及加強筋通過客戶自動化機構上料到我方輸送架上對應位置上,移動小車自動移位到工件上料的位置,左右夾緊機構先將門板夾緊,然后小車上定位工裝的夾緊機構將門板及加強筋夾緊定位,完成后移動小車帶動工件進入焊接區,到達第一排焊點后,小車停止,下電極上升,上電極根據設定程序移動下壓焊接,根據焊點數量來設定上電極下壓次數及順序,一排焊點焊接完成后,工件步進至第二排焊點,繼續焊接……,焊接完成后,移動小車夾緊裝置松開,焊接完成的門板組件在滾筒線上流到卸料位置,移動小車等待返回指令。


2.1 機器主要結構為:
2.1.1 機架:
龍門結構,采用優質鋼板、型鋼經焊接、熱處理(去應力)和精機加工,保證工件焊接時所需的剛性和精度要求。
2.1.2 加壓機構:
中間橫梁上安裝有 1 個移動平臺,采用伺服電機加滾珠絲桿,導軌滑塊。移動平臺上安裝 2 套加壓機構,采用缸徑為φ80 的三倍力雙行程焊接氣缸。下部安裝兩個缸徑為φ200 支撐氣缸,工作時下支撐氣缸先上升,上焊接氣缸再下壓。每一個上氣缸的壓力單獨可調。
2.1.3 主輸送架:
方管型材框架結構。上面安裝有導軌滑塊、齒條等小車移動機構,工件托起移動的被動滾筒,和后部卸料區的卸料主動滾筒,升降輔助滾筒,以及輔助定位靠模。
2.1.4 移動小車及定位工裝:
移動小車框架為鋁合金型材,定位工裝可在框架上一定范圍內調節,采用氣缸夾緊定位。小車移動由伺服電機、齒輪齒條驅動,步進距離任意調節。

2.1.5 上電極組件移動機構:
2套上電極組件及加壓機構安裝在移動平臺上,平臺與機架采用導軌滑塊連接,利用伺服電機,結合滾軸絲桿驅動上加壓固定平臺橫向移動。
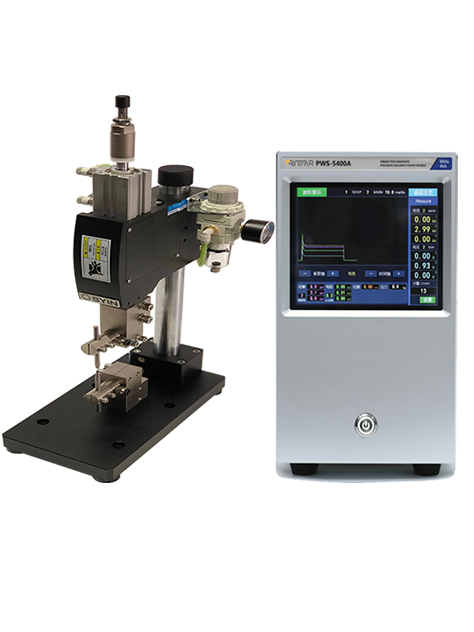
2.1.6 焊接電源:
采用 1 套 MD-40 的中頻逆變直流焊接電源。
整個焊接系統由控制器、中頻變壓器、焊接回路、加壓機構、工件組成。其中控制器又包含多個部分,有電源驅動、整流部分、電容板、IGBT、以及中心控制部分。
中頻控制器主要特點:
輸出電源頻率:1KHZ,時間精度為 ms 級;
可編程最多 15/31 套焊接規范,固定點模式 15 套,機器人模式 31套;
三段加熱過程:預熱、焊接、回火; 其中焊接段中可以自己定義遞增和遞減段;
可編程輸出 I/O 口:可編程 3 段輸出,更好地與 PLC、機器人等適配;
具有焊點計數功能。
基本焊接參數設置

焊接電流監控相關參數設置

步增相關參數設置

中頻變壓器:采用進口優質鐵芯,變壓器體積小重量輕,焊壓器頻率為 1000 Hz,且變壓器整流二極管采用進口二極管整流,質量穩定可靠,把交流轉變為直流提供焊接使用,能量損失小,可以節省更多的能源,降低焊接成本。絕緣等級達 F 級,變壓器經調壓溫升試驗,保證在
負載持續率為 20%時達到額定功率,完全滿足工作強度和焊接強度要求。變壓器的內部裝有溫控開關,在變壓器溫度超過正常工作范圍,會自動報警并停止工作。且變壓器次級銅板之間聯接處全部進行鍍銀處理,大大降低了次級銅板間的接觸電阻,減少損耗提高了變壓器的功率因素,中頻電源比傳統工頻電源節能 30%以上。

2.1.7 氣水路系統:
電磁閥、三聯件采用日本“SMC”產品。設備自配了儲氣罐,以穩定氣源壓力,入口處設有氣壓傳感器,由PLC監控,防止低氣壓時出現的飛濺、焊穿或氣缸不動作等現象。采用并聯分組冷卻方式,分別冷卻中頻變壓器、電極,將焊接工作過程中產生的熱量及時帶走,以穩定焊點質量、延長電極和相關元件的使用壽命。進水口處設有流量計,球閥和水過濾器,方便觀測和更換電極,當水流量不足時自動報警,保證水冷循環系統正常工作。
2.1.8 程序控制系統:
采用 PLC 控制動作程序,人機界面顯示運行參數、設定參數及手動自動選擇等。可根據焊點數量來設定上電極下壓,上電極橫向移動距離及次數,工件步進距離等。可儲存多組程序,方便焊接不同規格產品。設備報警有畫面顯示,便于故障排除。
上海鸿运国际智能設備有限公司是一家集科研、開發、制造、銷售于一體的電阻焊點焊機自動化焊接裝備高新技術企業。研發團隊一對一提供非標自動焊機開發及定制,為客戶提供智能科學的焊接解決方案。“駿馬奔騰,厚積薄發” 鸿运国际,值得信賴的電阻焊自動化設備品牌。

偉本公司的這位客戶想要找一臺電梯門板加強筋焊接專機設備,要求是要能夠單面雙點焊接... 【詳情+】